 English
English Français
Français Español
Español Deutsch
Deutsch

Content
- 1 What Is a Thread Tap?
- 2 Main Functions of a Thread Tap
- 3 How to Use a Thread Tap for Thread Calculations
- 4 Thread Tap vs. Other Threading Methods
- 5 Difference Between a Tap and a Threaded Tap
- 6 How to Prevent Tap Breakage
- 7 What Is a Blind Hole, and Which Tap Should Be Used?
- 8 How to Maintain a Thread Tap
- 9 FAQ About Thread Taps
- 9.1 Why does my tap keep breaking in blind holes?
- 9.2 Can I use the same tap for hand and machine tapping?
- 9.3 What is the difference between cutting and forming taps?
- 9.4 How do I remove a broken tap from a hole?
- 9.5 Why are my threads too tight or too loose?
- 9.6 What cutting speed should I use for tapping?
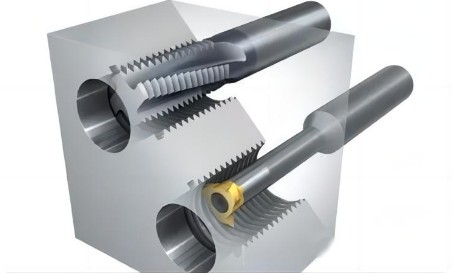
What Is a Thread Tap?
A thread tap is a specialized cutting tool designed to create internal threads within pre-drilled holes. It functions by removing material (cutting taps) or displacing material (forming taps) to produce helical grooves that accommodate screws, bolts, and other threaded fasteners. Thread taps are essential in manufacturing, automotive, aerospace, and plumbing industries where precise internal threading is required for assembly and mechanical fastening.
Thread taps are typically manufactured from hardened chrome steel, high-speed steel (HSS), or solid carbide to withstand the cutting forces and friction generated during the tapping process. The tool features longitudinal flutes that provide cutting edges and channels for chip evacuation, along with a chamfered lead that guides the tap into the hole.

Main Functions of a Thread Tap
Internal Thread Creation
The primary function of a thread tap is to cut or form internal threads in holes. Unlike external threading tools (dies), taps work from the inside of a cylindrical surface, creating the female component of a threaded connection. This enables the secure attachment of bolts, screws, and studs to metal, plastic, or composite workpieces.
Thread Repair and Restoration
Taps serve a critical function in repairing damaged or stripped internal threads. By re-cutting the thread profile, taps can restore worn threads to their original specifications, saving high-value components from scrapping. This is particularly important in engine repair, machinery maintenance, and aerospace applications, where component replacement costs are substantial.
Chip Management and Evacuation
Different tap geometries are engineered to manage chips effectively. Spiral point taps push chips forward (ideal for through holes), while spiral flute taps pull chips backward (essential for blind holes). This chip evacuation function prevents tool breakage and ensures thread quality.

How to Use a Thread Tap for Thread Calculations
Tap Drill Size Calculation
Before tapping, you must drill a pilot hole to the correct diameter. The tap drill size is calculated to achieve approximately 65–75% thread engagement, which provides optimal strength-to-torque balance. A drill hole just 0.2 mm undersized can increase tapping torque by 15–25%, significantly raising breakage risk.
RPM and Feed Rate Calculation
For CNC tapping, spindle speed (RPM) is calculated using the formula: RPM = (Cutting Speed × 1000) / (π × Tap Diameter). The feed rate must precisely match the thread pitch—any mismatch causes thread snagging or tap breakage. For example, an M6×1.0 tap requires exactly 1.0 mm feed per revolution.
Depth Calculation for Blind Holes
When tapping blind holes, calculate the drill depth to provide 3–5 pitch lengths of clearance beyond the required thread depth. This prevents the tap from contacting the hole bottom, which causes instant breakage. For an M8×1.25 thread requiring 20 mm thread depth, drill to at least 24–26 mm deep.

Thread Tap vs. Other Threading Methods
Key Insight: Thread milling is preferred for materials exceeding 50 HRC or high-value parts because broken milling cutters are easier to remove than broken taps. Form tapping offers 3× longer tool life than cutting taps in aluminum, but is limited to materials ≤36 HRC.
Difference Between a Tap and a Threaded Tap
The terms are often used interchangeably, but there are subtle distinctions:
- "Tap" is the general term for any tool used to create internal threads, including hand taps, machine taps, and forming taps.
- "Thread Tap" specifically refers to the complete cutting tool assembly with defined thread geometry, flutes, and shank configuration designed for producing standardized thread profiles (e.g., UNC, UNF, Metric).
In practical usage, "thread tap" emphasizes the tool's function of creating helical threads, while "tap" may refer more broadly to the tool category. Both terms describe the same fundamental tool family.

How to Prevent Tap Breakage
Tap breakage is among the most costly machining failures, with broken taps in blind holes often requiring EDM extraction that may cost more than the part itself. Implement these proven strategies:
Optimize Pilot Hole Sizing
Target 75% thread engagement rather than 100%. Full threads add only 5% strength but triple the torque demands. Verify drill size at setup—never rely solely on program data.
Select Proper Tap Geometry
- Through holes: Use spiral point (gun nose) taps that push chips forward
- Blind holes: Use spiral flute taps that pull chips upward
- Deep holes (>1.5× diameter): Implement peck tapping cycles
Control Cutting Parameters
Reduce cutting speed by 20–30% for hardened steels. Use rigid tapping mode in CNC to synchronize spindle speed and feed rate—misalignment causes uneven loading and fracture.
Ensure Proper Lubrication
Oil-based cutting fluids with extreme pressure additives outperform water-soluble coolants for tapping. For stainless steel 316L, inadequate lubrication causes work hardening and seizure.
Maintain Tool and Machine Conditions
- Replace taps proactively based on thread count limits, not waiting for failure
- Verify spindle runout is ≤0.01 mm
- Use floating tap holders to accommodate minor misalignments

What Is a Blind Hole, and Which Tap Should Be Used?
Definition of a Blind Hole
A blind hole is a hole that does not pass completely through the workpiece—it has a closed bottom. Unlike through holes, blind holes trap chips inside, making thread creation significantly more challenging. Blind holes are common in engine blocks, hydraulic manifolds, and structural components where fasteners must not protrude through the opposite side.
Recommended Tap Types for Blind Holes
Critical Requirement: For blind holes, always use spiral flute taps with internal coolant channels if possible. These pull chips upward and out of the hole, preventing packing at the bottom that causes breakage. For holes deeper than 1.5× diameter, implement peck tapping—advance 2–3 threads, then retract to clear chips.
How to Maintain a Thread Tap
Cleaning and Storage
After each use, thoroughly clean taps with a brush and solvent to remove chips and cutting fluid residue. Store taps in individual compartments or protective sleeves to prevent edge damage. Never toss taps into tool drawers where they can contact other tools.
Inspection and Sharpening
Inspect tap cutting edges under magnification for wear, chipping, or built-up edge. Regrind flutes when wear is detected, but never grind the bottom of the flute—this weakens the tool. Remove all worn sections during regrinding to restore proper geometry. Avoid creating too narrow a land width during resharpening.
Coating and Surface Treatment
Apply surface treatments such as Titanium Nitride (TiN) or steam oxide to reduce friction and extend tool life. TiCN coatings are particularly effective for stainless steel applications. Re-coated taps can achieve 2–3× the tool life of uncoated tools.
Life Management
Establish predetermined tool life limits based on material and thread count. For example, an HSS tap in aluminum might process 500–1000 holes, while the same tap in stainless steel 316L may only last 50–100 holes. Replace taps proactively—worn taps cut undersized threads and require higher torque, increasing breakage risk.

FAQ About Thread Taps
Why does my tap keep breaking in blind holes?
The most common cause is chip accumulation at the bottom of the hole. Switch to spiral flute taps that pull chips upward, verify your drill depth provides adequate clearance (3–5 pitches beyond thread depth), and consider peck tapping cycles for deep holes.
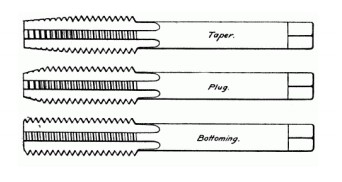
Can I use the same tap for hand and machine tapping?
Hand taps (taper, plug, bottoming sets) are designed for manual use with tap wrenches and have specific chamfer lengths for progressive cutting. Machine taps are engineered for CNC/machining center use with synchronized feed rates. While hand taps can be used in machines, machine taps should not be used manually due to their aggressive geometry.
What is the difference between cutting and forming taps?
Cutting taps remove material to create threads and produce chips. Forming taps (roll taps) displace material without chip formation, creating stronger threads with better surface finish. However, forming taps require materials ≤36 HRC and produces slightly larger threads, requiring larger pilot holes.
How do I remove a broken tap from a hole?
Removal methods include: (1) Tap extractors that grip the broken shank, (2) Electrical Discharge Machining (EDM) to burn out the tap, (3) Careful drilling with left-hand drills, or (4) Chemical dissolution for high-value parts. Prevention is always more cost-effective—broken tap removal can cost more than the workpiece itself.
Why are my threads too tight or too loose?
Loose threads indicate oversized drill holes or worn taps cutting undersized. Tight threads suggest undersized drills, worn taps cutting undersized (flank wear increases pitch diameter), or insufficient lubrication causing galling. Always verify drill size and specify tolerance classes (6H for metric, 2B for Unified) on drawings.
What cutting speed should I use for tapping?
Typical surface speeds: Aluminum: 15–25 m/min; Carbon Steel: 8–12 m/min; Stainless Steel: 4–8 m/min; Hardened Steel (>45 HRC): 3–5 m/min. When in doubt, start at the lower end and increase gradually. Excessive speed causes work hardening in stainless and heat buildup that accelerates wear.


